


发那科系统报607报警代码维修中心 数控系统故障出现快速维修
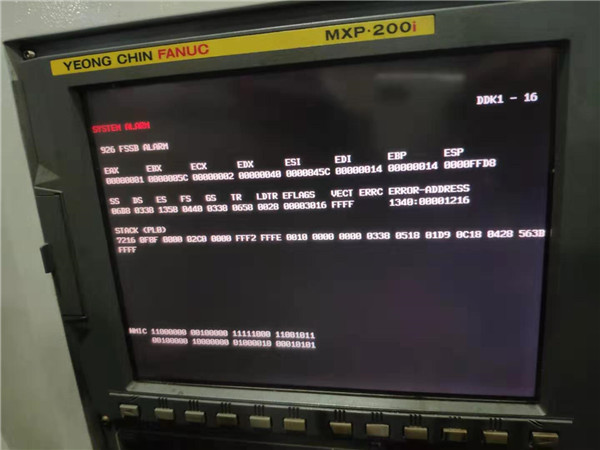
故障代码显示607
故障报警信息: “PMC ALARM: I/O link”,PMC报警:I/O连接错误。
故障报警说明: 出现I/O连接错误。
发那科 系统单元的故障报警
FANUC数控系统功能介绍(发那科法兰克)
1、控制轨迹数(Controlled Path)
CNC控制的进给伺服轴(进给)的组数。加工时每组形成一条刀具轨迹,各组可单独运动,也可同时协调运动。
2、控制轴数(ControlledAxes)
CNC控制的进给伺服轴总数/每一轨迹。
3、联动控制轴数(Simultaneously Controlled Axes)
每一轨迹同时插补的进给伺服轴数。
4、PMC控制轴(Axis control by PMC)
由PMC(可编程机床控制器)控制的进给伺服轴。控制指令编在PMC的程序(梯形图)中,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制。
5、Cf轴控制(Cf Axis Control)(T系列)
车床系统中,主轴的回转位置(转角)控制和其它进给轴一样由进给伺服电动机实现。该轴与其它进给轴联动进行插补,加工任意曲线。
6、Cs轮廓控制(Cs contouring control)(T系列)
车床系统中,主轴的回转位置(转角)控制不是用进给伺服电动机而由FANUC主轴电动机实现。主轴的位置(角度)由装于主轴(不是主轴电动机)上的高分辨率编码器检测,此时主轴是作为进给伺服轴工作,运动速度为:度/分,并可与其它进给轴一起插补,加工出轮廓曲线。
7、回转轴控制(Rotary axis control)
将进给轴设定为回转轴作角度位置控制。回转一周的角度,可用参数设为任意值。FANUC系统通常只是基本轴以外的进给轴才能设为回转轴。
8、控制轴脱开(Controlled Axis Detach)
指定某一进给伺服轴脱离CNC的控制而无系统报警。通常用于转台控制,机床不用转台时执行该功能将转台电动机的插头拔下,卸掉转台。
9、伺服关断(Servo Off)
用PMC信号将进给伺服轴的电源关断,使其脱离CNC的控制用手可以自由移动,但是CNC仍然实时地监视该轴的实际位置。该功能可用于在CNC机床上用机械手轮控制工作台的移动,或工作台、转台被机械夹紧时以避免进给电动机发生过流。
10、位置跟踪(Follow-up)
当伺服关断、急停或伺服报警时若工作台发生机械位置移动,在CNC的位置误差寄存器中就会有位置误差。位置跟踪功能就是修改CNC控制器监测的机床位置,使位置误差寄存器中的误差变为零。当然,是否执行位置跟踪应该根据实际控制的需要而定。
11、增量编码器(Increment pulse coder)
回转式(角度)位置测量元件,装于电动机轴或滚珠丝杠上,回转时发出等间隔脉冲表示位移量。由于码盘上没有零点,故不能表示机床的位置。只有在机床回零,建立了机床坐标系的零点后,才能表示出工作台或刀具的位置。使用时应该注意的是,增量编码器的信号输出有两种方式:串行和并行。CNC单元与此对应有串行接口和并行接口。
12、绝对值编码器(Absolutepulse coder)
回转式(角度)位置测量元件,用途与增量编码器相同,不同点是这种编码器的码盘上有绝对零点,该点作为脉冲的计数基准。因此计数值既可以映位移量,也可以实时地反映机床的实际位置。另外,关机后机床的位置也不会丢失,开机后不用回零点,即可立即投入加工运行。与增量编码器一样,使用时应注意脉冲信号的串行输出与并行输出,以便与CNC单元的接口相配。(早期的CNC系统无串行口。)
13、FSSB(FANUC 串行伺服总线)
FANUC 串行伺服总线(FANUC Serial Servo
Bus)是CNC单元与伺服放大器间的信号高速传输总线,使用一条光缆可以传递4―8个轴的控制信号,因此,为了区分各个轴,必须设定有关参数。
14、简易同步控制(Simple synchronous control)
两个进给轴一个是主动轴,另一个是从动轴,主动轴接收CNC的运动指令,从动轴跟随主动轴运动,从而实现两个轴的同步移动。CNC随时监视两个轴的移动位置,但是并不对两者的误差进行补偿,如果两轴的移动位置超过参数的设定值,CNC即发出报警,同时停止各轴的运动。该功能用于大工作台的双轴驱动。
15、双驱动控制(Tandem control)
对于大工作台,一个电动机的力矩不足以驱动时,可以用两个电动机,这就是本功能的含义。两个轴中一个是主动轴,另一个为从动轴。主动轴接收CNC的控制指令,从动轴增加驱动力矩。
16、同步控制(Synchrohouus control)(T系列的双迹系统)
双轨迹的车床系统,可以实现一个轨迹的两个轴的同步,也可以实现两个轨迹的两个轴的同步。同步控制方法与上述“简易同步控制”相同。
17、混合控制(Composite control)(T系列的双迹系统)
双轨迹的车床系统,可以实现两个轨迹的轴移动指令的互换,即第一轨迹的程序可以控制第二轨迹的轴运动;第二轨迹的程序可以控制第一轨迹的轴运动。
转载请注明出处:上海仰光电子科技专业伺服驱动器维修,伺服电机维修
本文链接:http://www.shygdz.com/fuwu/Services_Show1042.htm
伺服驱动器维修 伺服电机维修 触摸屏维修 变频器维修
电话:021-50157782
手机:13817011982 微信同号
邮箱:shygdzi@163.com
联系人:张工
网址:http://www.shygdz.com
【 我们确保修好测试好给客户!!!!】
下一篇:包米勒控制器2418报警全解析:常见故障原因与专业解决方案
