


海德汉 iTNC530 数控系统故障排除
iTNC530 数控系统拥有良好的人机界面,在多轴、高速、高精方面有着出色的表现,同时iTNC530 系统稳定、可靠性一直很好,现场故障很少。
故障:主轴定位故障
Bridgeport FGC1000 强力磨床系统采用海德汉iTNC530 数控系统,报修内容是机床不能换刀,现场检查是机床在换刀时主轴不能定位,从而不能完成整个换刀过程。在日常工作中,由于机床换刀故障在整个机床故障中发生率占有很大比例
刀库换刀流程如下:
M06 Command Tool Selected
Coolant off Z axis to M06 position. Mp 4210. 0 Spindle Orientation Mp4210.30
Tool Pocket Down Sol O 15=0-10CR;O 20=1-9CRTool Pocket Down Confirm LS;
I 21-1Tool Arm Rotate;
o 17=1-12CRA Tool Arm not at Home Position:;
I 146=0Tool Unelamp Sol On;
O 5=1-11CR
Tool Unelamp LS; 1 7=1
Air Cleaning On; O 16=1-8CR
Arm Rotate Continue; I 148=1
Tool Unelamp Sol off (Tool Clamp); O 5=0-11 CR;Air
Cleaning Sol Off; O 16=0-8 CR
Arm Rotation Continue to Home Position; I 146-1
Tool Arm Rotation Stop O 17=0-12 CRA
Tool Pocket Up Sol: O 20=0-9CR: 0 15=1-10CR
Tool Holder Up LS: I 20=1&1144+1
Tool Change Complete
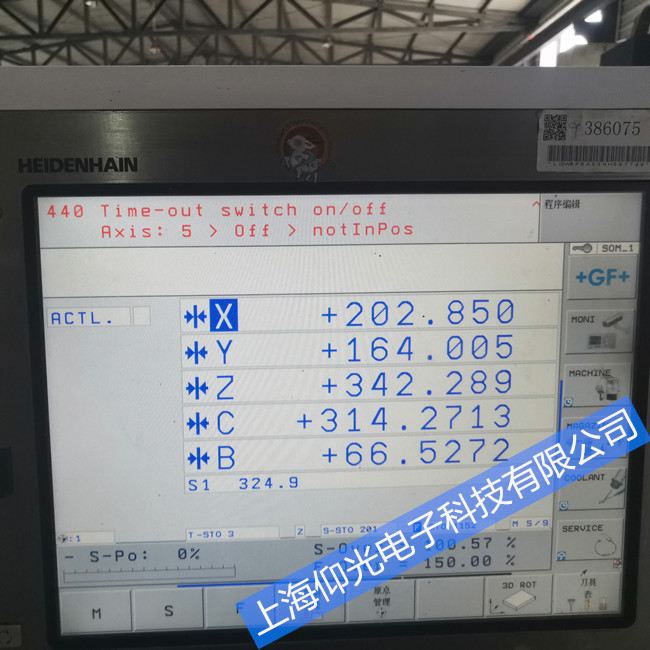
在没有找到定位位置就在对机床的换刀流程进行核对时,主轴不停地旋转,产生“SPINDLE NOT ORIENTATION”提示后,主轴停止,执行 M19 指令同样产生“SPINDLE NOT ORIENTATION”提示,说明机床故障出现在主轴定位上。而主轴定位是机床换刀的基本条件,在分析换刀流程中的第二步骤时有主轴定位机床参数,在电器图样中找到与主轴定位相应的输入接口X30,X30位置在MC422上,为双孔Phoenix接头,通过查阅TNC530服务手册,X30的端口定义是24V主轴定位参考信号:X30.1#+24v、X30.2#0V。
检测 X30.1#发现无十24V 电压,判断用于主轴定位的无触点开关可能损坏,拆除机床外罩后手动转动主轴检查无触点开关工作正常,但X30.1#仍无+24V 电压。检查无触点开关联接线时发现有一处断线,断线原因是由于Z轴的上下移动引起的,重新焊接固定断线,设备换刀功能、M19 功能正常。
有任何关于维修的问题都可以咨询上海仰光电子科技 有限公司。
转载请注明出处:上海仰光电子科技专业伺服驱动器维修,伺服电机维修
本文链接:http://www.shygdz.com/fuwu/Services_Show21840.htm
伺服驱动器维修 伺服电机维修 触摸屏维修 变频器维修
电话:021-50157782
手机:13817011982 微信同号
邮箱:shygdzi@163.com
联系人:张工
网址:http://www.shygdz.com
【 我们确保修好测试好给客户!!!!】
下一篇:山西采煤机abb大功率变频器故障调试维修法/上海仰光
